| MONOGRAFICO: Lenguajes de programación |
 |
 |
 |
| Monográficos - Monográficos | ||||
| Paloma Prieto-k idatzia | ||||
| Astelehena, 2007(e)ko urria(r)en 08-(e)an 10:02etan | ||||
|
There are no translations available.
Descubre en este monográfico todo sobre el PLC, ya que ha supuesto un salto importante en el concepto de control de procesos productivos y ha permitido un desarrollo industrial impensable hasta su introducción...
LENGUAJES DE PROGRAMACIÓN ORIENTADOS A PLC 1. Lenguajes de programaciónLos lenguajes de programación ofrecen un conjunto de instrucciones con una determinada sintaxis para ejecutar una función. Existen lenguajes de nivel bajo, intermedio y superior dependiendo del grado de comunicación que se tiene con la unidad de control de procesos (CPU) y el grado de complejidad de las instrucciones. Los lenguajes de programación también se pueden clasificar entre si son lenguajes estructurados o no estructurados, lo que se refiere a la forma en que se escriben y agrupan las instrucciones. Los lenguajes de programación deben ser de fácil entendimiento, de manera que permitan su modificación posterior, si es que existen nuevos requerimientos. 1.1 Lenguajes de bajo nivelSon los lenguajes que operan con instrucciones que controlan cada bit de la CPU. Ejemplo de ello son los lenguajes assembler y de máquina. No obstante, están muy limitados: Por ejemplo, con estos lenguajes sólo se pueden sumar números de 8 ó 16 bits. Para realizar una suma mas compleja, de números de más bits, es necesario descomponer el número en números sencillos, sumarlos uno por uno guardando el arrastre de cada suma básica, para sumarlo con el siguiente número más significativo y así sucesivamente. Ejemplo:
1.2 Lenguajes de nivel intermedioCon estos lenguajes de programación se dispone de un conjunto de instrucciones que ya pueden comunicarse, tanto a nivel de bit con el microprocesador, como ejecutar funciones de mayor grado de complejidad. En estos lenguajes de nivel intermedio se incorporan las funciones aritméticas, algunas funciones matemáticas (trigonométricas, raíz cuadrada, logaritmos, etc.) y funciones de manipulación de archivos en dispositivos de almacenamiento externo. Ejemplos de lenguajes de nivel medio: C, FORTH. Ejemplo:
1.3 Lenguajes de nivel superiorCon los lenguajes de nivel superior se consigue realizar con tan solo una instrucción una operación, que con los lenguajes de niveles inferiores sólo se podrían realizar con el auxilio de un conjunto de múltiples instrucciones. Así por ejemplo, con una sola instrucción, un lenguaje de nivel superior orientado al empleo de bases de datos, puede ordenar alfabéticamente una lista de nombres. Ejemplos de lenguajes de nivel superior: PASCAL, FORTRAN, BASIC, dBASE, COBOL, SQL. Ejemplo:
1.4 Lenguajes estructurados y no estructuradosEn la programación estructurada, a diferencia de la no estructurada, no se puede bifurcar el programa. Es decir, sólo puedes ejecutar el programa por secciones. Para realizar una bifurcación, tendrás que recurrir a instrucciones condicionales que ejecutarán una sección del programa sólo si se cumple una determinada condición. Aquí radica la diferencia fundamental entre ambas formas de programación. El lenguaje no estructurado permite la bifurcación desde y hacia cualquier línea del programa. Ejemplos de lenguajes no estructurados: BASIC, FORTRAN, Assembler. Ejemplos de lenguajes estructurados: C, PASCAL, dBASE. Ejemplo:
2. Lenguajes de programación orientados a PLCEl lenguaje de programación de un PLC permite la creación del programa que controlará su CPU. Mediante este lenguaje el programador podrá comunicarse con el PLC y así confiarle un programa para controlar las actividades que debe realizar el autómata. Dependiendo del lenguaje de programación empleado, se podrá realizar un programa mas o menos complejo. Junto con el lenguaje de programación, todos los fabricantes de PLC suministran un software de entorno para que el usuario pueda escribir sus programas de manera confortable. Este software es normalmente gráfico y funciona en ordenadores personales con sistemas operativos habituales. Los sistemas de programación mas habituales para programar los PLC son:
2.1 Programación con diagrama de escalera
El diagrama de escalera es uno de los más utilizados en la programación de PLC. Se desarrolla a partir de los sistemas antiguos basados en relés. Que se continúe utilizando se debe principalmente a dos razones:
Esta forma de programación se ha llamado de lógica de escalera, porque en el diseño gráfico del diagrama se emplean una especie de "rieles" y "peldaños", como en el ejemplo de la imagen de la página anterior, que muestra el esquema del arranque de un motor. 2.1.1 Visión somera de la lógica de escaleraLa lógica de escalera es la forma convencional de describir paneles eléctricos y aparatos de control lógico. El estado de cada dispositivo de salida se puede determinar solo examinando el elemento precedente en el rango lógico. Todas las salidas, relojes y contadores se controlan por la lógica que le precede en el rango lógico. Una salida está activada (ON) cuando el elemento anterior presenta un estado de contacto activado como salida. Ejemplos de ello son: Un motor en movimiento, un piloto iluminado o un solenoide activado. Para que una salida reciba un estado activado (ON), la serie de elementos contacto activado tiene que enlazar con la salida al eje lógico izquierdo. Tenemos un estado contacto activado cuando un contacto normalmente abierto (NO) se cierra o bien un contacto que normalmente está cerrado (NC) se desactiva o abre. Un ejemplo es la apertura normal de un interruptor que ha sido activado para enviar energía a una salida, como por ejemplo una lámpara. En el diagrama de escalera este tipo de elemento se representa con un contacto normalmente abierto (NO). Utilizando la lógica de escalera puedes escoger toda una serie de posibilidades para las salidas, que pueden activarse o modificarse usando las estructuras AND y OR. Puedes observar estas posibilidades en el ejemplo que se muestra en la página siguiente:
RANGO 1 Este es un ejemplo de un contacto NO (IN-1) conectado directamente a la salida (OUT-1). OUT-1 está activado solo cuando IN-1 está activado. Si IN-1 fuera un interruptor y OUT-1 una lámpara, la lámpara funcionaría con la operación del interruptor. RANGO 2 Éste muestra un circuito un poco mas complejo con dos entradas. IN-2 e IN-3 están colgados del eje izquierdo y conectados a OUT-2. OUT-2 está activado si y solo si IN-2 e IN-3 están activados. Este tipo de circuitos se conoce como de lógica AND. RANGO 3 Muestra la lógica OR. OUT-3 está activado solo cuando IN-4 o IN-5 están activados. RANGO 4 Muestra un circuito compuesto por la lógica AND y la lógica OR en el mismo rango. OUT-4 estará activado si y solo si una de las siguientes condiciones se cumple: IN-6 o IN-7 tienen que estar activados y al mismo tiempo IN-8 también tiene que estar activado. Si no se cumple alguna de estas condiciones, la salida no se activará. RANGO 5 El siguiente circuito es el contacto cerrado normalmente. Recuerda que el control no conoce ni sabe cuando consideras que tu entrada es una apertura normal (NO) o un cierre normal (NC). El control solo examina la línea de entrada para determinar está activado o desactivado, con independencia de si es su estado normal. Un contacto normalmente cerrado solo representa la condición opuesta a la línea de entrada, es decir, que estará activado, cuando la línea de entrada no lo está. 2.1.2 Tipos de instrucciones en la lógica de escaleraEn la lógica de escalera existen dos tipos de instrucciones:
Las instrucciones básicas obedecen al origen de la lógica: Los relés. Así contemplan los propios relés, latches , temporizadores, contadores, manipulación de registros y puntos de entrada y salida, conversiones y funciones matemáticas. Las instrucciones expandidas contemplan la realidad de la presencia de microprocesadores en los PLC y ya incluyen funciones tales como movimiento de datos, movimiento de tablas, administradores de listas, aritmética con signo y doble precisión, cálculos matriciales y ejecución de subrutinas. 2.2 Programación con bloques funcionalesHoy en día, para programar PLC, como también otros equipos, se usa una interface gráfica de bloques funcionales. Este tipo de programación ha sido diseñado para describir, programar y documentar la secuencia del proceso de control, todo en sencillos pasos. En Europa, se utiliza el lenguaje de programación llamado GRAFCET (creado en FRANCIA, Gráfico de Orden Etapa Transición). Es un lenguaje extraordinariamente sencillo y fácil de entender por personas sin demasiados conocimientos de automatismos eléctricos. Está especialmente diseñado para resolver problemas de automatismos secuenciales. En la lógica secuencial, la programación con bloques funcionales es muy superior a otras formas de programación, mientras que los diagramas escalera y booleanos son mejores en lógica combinacional. Dado que hoy en día el control de procesos se programa principalmente con lógica secuencial, la programación con bloques funcionales se convierte en el estándar para programar PLC. Este lenguaje incluye un conjunto de símbolos y convenciones tales como pasos, transiciones, conectividades (también llamados enlaces) y condiciones. 2.2.1 PasosLos pasos son una serie de símbolos secuenciales individuales, que se representan por cuadrados numerados, cuadrados que pueden contener nombres que describen la función del paso. 2.2.2 TransicionesLas transiciones son los elementos del diagrama que describen el movimiento de un paso a otro. Su representación es una línea horizontal corta. 2.2.3 EnlacesLos enlaces muestran el flujo del control, el que va desde arriba hacia abajo, salvo que se indique lo contrario. 2.2.4 CondicionesLas condiciones están asociadas a las transiciones y deben ser escritas a la derecha. Describen el entorno que se debe cumplir en un momento dado.
El ejemplo que se muestra en la figura anterior presenta el trabajo de una máquina de matricería. El sistema carga la pieza (load), la sujeta (clamp), la perfora (drill) y finalmente la vuelve a sujetar y cargar para continuar con su proceso industrial. Cada cuadrado muestra los comandos que describen la entrada y salida discreta o las operaciones aritméticas que se han programado. Este tipo de programación facilita un vínculo entre el programador y el diseñador del proceso. Además es una gran herramienta para:
1 Ejemplo práctico del uso de un sistema controlado por PLC1.1 Control de los sistemas de un túnel para el tránsito de vehículosComo es sabido, la normativa europea de control de túneles, especialmente tras el incendio en el paso fronterizo entre Italia y Francia, exige el empleo de las mejores técnicas de control. En nuestro ejemplo, hablamos de un túnel de 2.5 km, en el que hay que controlar cuatro variables:
1.2 Estructura del sistema de controlEn nuestro ejemplo, el sistema de control será , para lo cual utilizaremos los siguientes elementos:
1.3 Control de los elementos1.3.1 Control de la calidad de aire del túnelPor el mero hecho de garantizar la supervivencia de los usuarios, es necesario que el nivel de la calidad del aire, que está en el interior del túnel, esté dentro de los límites adecuados. Con este fin se instalan a lo largo del túnel medidores de presión, temperatura, CO, CO2 y opacidad, que sirven para calcular los valores que finalmente señalarán el grado de calidad del aire. Para mejorar la calidad del aire, el túnel dispone de ventiladores ubicados en la entrada y en la salida, con los que se renueva el aire en el interior del túnel.
1.3.2 Control de la velocidad de los vehículos del túnelPara evitar accidentes, los vehículos que circulan al interior del túnel no pueden exceder la velocidad límite establecida (por lo general 80 km/h). Para poder garantizar este hecho, a lo largo del túnel se instalan medidores de la velocidad del tráfico, mediante el uso de detectores de presencia de los vehículos. Estos detectores se colocan por parejas longitudinalmente con respecto al eje de circulación. La velocidad se calcula a partir de la la diferencia de tiempos entre la detección de presencia vehicular del primer detector y el segundo. Cuando la velocidad exceda por encima del límite establecido, se encenderán los avisos luminosos localizados el túnel, para indicar a los conductores, que deben disminuir su velocidad. Además de calcular la velocidad y controlarla, es necesario determinar la cantidad real de vehículos que circula simultáneamente por el interior del túnel, con el objeto de evitar que se produzcan atascos, lo cual podría redundar en un perjuicio para la seguridad de los viajeros, además de posibles atascos.
1.3.3 Control del sentido del tráfico en el interior del túnelEn aquellas carreteras donde todavía no se han construido túneles independientes para cada uno de los sentidos del tránsito, el transito normal del túnel será de doble vía. No obstante, las autoridades o los responsables de la conservación y mantenimiento del túnel podrán modificar a conveniencia (motivado por el incremento del tráfico en fines de semana o períodos vacacionales o cualquier otra razón), estableciendo el flujo de vehículos sólo en el sentido de mayor tráfico, e incluso alternativamente. Con este objeto y también para impedir el acceso al túnel en caso de que se produzca algún incidente, se disponen a la entrada y salida de los túneles de unos semáforos, que indican con sus luces verdes y rojas el sentido permitido del tránsito de cada pista. Los semáforos los controla un operador.
1.3.4 Control de nivel del depósito de agua para apagar posibles incendiosEn nuestro ejemplo, se debe controlar el nivel de agua del depósito principal de agua, que se utiliza en caso de incendios en el interior del túnel. Este control se lleva a cabo con dos pozos (pozo 1 y pozo 2) y dos bombas de agua. Tanto los pozos como el estanque poseen medidores del nivel del agua, medidores que controlan las bombas de agua apagándolas y encendiéndolas.
1.3.5 Red de ordenadoresLa red de ordenadores opera con un software de automatización SCAUT-3G sobre plataforma UNIX, en una red TCP/IP. El sistema opera con una configuración cliente - servidor de la siguiente manera:
2 Enlaces de interésEn la red puedes encontrar un sinfín de enlaces interesantes para continuar profundizando en el mundo de los PLC. A continuación te damos algunas pistas sobre algunos de ellos: 2.1 Simulador de programación para PLCVerdaderamente interesante. Lástima que esté en inglés. Para poder proceder a su uso tienes que registrarte (es gratuito). Se accede al simulador de programación de PLC a través del enlace: http://www.plcsimulator.net/ En la página siguiente verás una muestra de la pantalla de programación. Puedes incluir diagramas de escalera, definir las entradas y salidas e incorporar los contactos. Luego puedes probar el resultado.
2.2 Cursillo para el montaje de un PLC SiemensEn esta página encontrarás un cursillo elemental sobre el proceso de montaje y algunas informaciones relevantes sobre los PLC. Enlace http://www.unicrom.com/tut_plC1.asp
2.3 Canal PLCDistintas opciones de software para la simulación de PLC de la marca Siemens. El canal te ofrece varias posibilidades para poder simular en tu propio PC el comportamiento de algunos elementos. Enlace: http://personales.ya.com/canalPLC/
2.4 Software de simulación AW-SYSDesgraciadamente es de pago, sin embargo es un software didáctico de muy buena calidad para la formación en PLC y su programación. Existen versiones de demostración con limitaciones pero solo en italiano. En cualquier caso merece la pena darse un paseo por ellas. Enlace: http://www.autoware.com/spanish/demo.htm
2.5 Revista de Electricidad, Electrónica y AutomáticaUn esfuerzo personal de J.C.M. Castillo, profesor en el IES Río Cuerpo de Hombre de Béjar (Salamanca), que aporta multitud de enlaces e información sobre el tema. Enlace: http://olmo.pntic.mec.es/%7Ejmarti50/portada/index.htm
Todos estos enlaces constituyen una aproximación a los distintas fuentes de información que existen sobre el tema PLC, pero no quieren constituir una relación exhaustiva. En cualquier caso, el mundo del PLC empieza a estar amenazado por nuevas técnicas y herramientas de control que aprovechan los últimos adelantos de la tecnología. Sin embargo, el PLC ha supuesto un salto importante en el concepto de control de procesos productivos y ha permitido un desarrollo industrial impensable hasta su introducción. Principios Básicos de los PLC1. Principios BásicosCon la llegada de los autómatas programables, los llamados PLC, la industria sufrió un impulso importante, que ha facilitado de forma notable que los procesos de producción o control se hayan flexibilizado mucho. Encontramos PLC en la industria, pero también en nuestras casas, en los centros comerciales, hospitalarios, etc. También en nuestras escuelas de formación profesional encontramos frecuentemente autómatas programables. PLC son las siglas en inglés de Controlador Lógico Programable (Programmable Logic Controller). Cuando se inventaron, comenzaron llamándose PC (Controlador programable), pero con la llegada de los ordenadores personales de IBM, cambió su nombre a PLC (No hay nada que una buena campaña de marketing no pueda conseguir). En Europa les llamamos autómatas programables. Sin embargo, la definición más apropiada sería: Sistema Industrial de Control Automático que trabaja bajo una secuencia almacenada en memoria, de instrucciones lógicas. 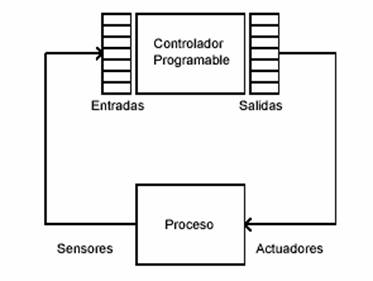 1.1¿Qué es un PLC?El PLC es un dispositivo de estado sólido, diseñado para controlar procesos secuenciales (una etapa después de la otra) que se ejecutan en un ambiente industrial. Es decir, que van asociados a la maquinaria que desarrolla procesos de producción y controlan su trabajo. Como puedes deducir de la definición, el PLC es un sistema, porque contiene todo lo necesario para operar, y es industrial, por tener todos los registros necesarios para operar en los ambientes hostiles que se encuentran en la industria. 1.2 ¿Qué hace un PLC?Un PLC realiza, entre otras, las siguientes funciones:
Los PLC se distinguen de otros controladores automáticos, en que pueden ser programados para controlar cualquier tipo de máquina, a diferencia de otros controladores (como por ejemplo un programador o control de la llama de una caldera) que, solamente, pueden controlar un tipo específico de aparato. Además de poder ser programados, son automáticos, es decir son aparatos que comparan las señales emitidas por la máquina controlada y toman decisiones en base a las instrucciones programadas, para mantener estable la operación de dicha máquina. Puedes modificar las instrucciones almacenadas en memoria, además de monitorizarlas.  2 Un poco de historia
Cuando se empezaron a usar los relés en el control de procesos productivos, se comenzó a añadir lógica a la operación de las máquinas y así se redujo e incluso se eliminó la carga de trabajo del operador humano. Los relés permitieron establecer automáticamente una secuencia de operaciones, programar tiempos de retardo, contar las veces que se producía un suceso o realizar una tarea en dependencia de que ocurrieran otras. Los relés sin embargo, tienen sus limitaciones: Tienen un tiempo limitado de vida, debido a que sus partes mecánicas están sometidas a desgaste, los conductores de corriente pueden quemarse o fundirse, y con ello puede provocarse una avería y tendrán que ser reemplazados. Desde el punto de vista de la programación, su inconveniente mayor era que la estructura de programación era fija. El panel de relés lo configuraban los ingenieros de diseño. Luego se construía y se cableaba. Cuando cambiaban las necesidades de producción había que construir un panel nuevo. No se podía modificar, al menos sin un coste excesivo en tiempo y mano de obra.
Una aplicación típica de estos sistemas utilizaba un panel de 300 a 500 relés y miles de conexiones por cable, lo que suponía un coste muy elevado en instalación y mantenimiento del sistema (aproximadamente de 25 a 45 euros por relé). En aquella época, al entrar en una sala de control, era habitual oír el clic continuo de los relés al abrirse y cerrarse.
Muchos de ellos usaban microprocesadores, pero al programarse en un lenguaje extraño a los ingenieros de control (el assembler, observa la figura de la izquierda), el mantenimiento era muy complejo. La existencia de ordenadores en el momento del desarrollo de los PLC fue lo que inspiró su concepto: Había que diseñar un artefacto que, como una computadora, pudiese efectuar el control y pudiese ser re-programada, pero pudiera soportar el ambiente industrial. Los primeros controladores completamente programables fueron desarrollados en 1968 por una empresa de consultores en ingeniería (Bedford y Asociados), que luego se llamó MODICOM.
Así el primer PLC fue construido en 1969 por encargo de General Motors Hydramatic Division (fábrica de transmisiones para los vehículos de la General Motors). Este PLC se diseñó como un sistema de control con un computador dedicado para controlar una parte de la cadena de producción y sustituir los sistemas de cableado que usaban hasta la fecha, que resultaban difíciles de modificar, cada vez que se requerían cambios en la producción.
Con estos controladores primitivos era posible:
Los primeros PLC incorporaban sólo un procesador para programas sencillos y algunos dispositivos de entrada / salida. Posteriormente han ido desarrollándose hasta los equipos actuales, que ya integran:
3 Ventajas y desventajas de los PLC3.1 VentajasLas ventajas de los PLC son las siguientes:
· No es necesario dibujar el esquema de contactos. · No es necesario simplificar las ecuaciones lógicas ya que, por lo general, la capacidad de almacenamiento del modulo de memoria es lo suficientemente grande como para almacenarlas. · La lista de materiales a emplear es mas reducida y, al elaborar el presupuesto correspondiente, se elimina parte del problema que supone el contar con diferentes proveedores, distintos plazos de entrega, etc.
3.2 Inconvenientes
4 ¿Cómo funciona el PLC?
Una vez que se pone en marcha, el procesador realiza una serie de tareas según el siguiente orden: a) Al encender el procesador ejecuta un auto-chequeo de encendido y bloquea las salidas. A continuación, si el chequeo ha resultado correcto, el PLC entra en el modo de operación normal. b) El siguiente paso lee el estado de las entradas y las almacena en una zona de la memoria que se llama tabla de imagen de entradas (hablaremos de ella mas adelante). c) En base a su programa de control, el PLC actualiza una zona de la memoria llamada tabla de imagen de salida. d) A continuación el procesador actualiza el estado de las salidas "copiando" hacia los módulos de salida el estado de la tabla de imagen de salidas (de este modo se controla el estado de los módulos de salida del PLC, relay, triacs, etc.). e) Vuelve a ejecutar el paso b) Cada ciclo de ejecución se llama ciclo de barrido (scan), el cual normalmente se divide en:
4.1 Otras funciones adicionales del PLCa) En cada ciclo del programa, el PLC efectúa un chequeo del funcionamiento del sistema reportando el resultado en la memoria, que puede ser comprobada por el programa del usuario. b) El PLC puede controlar el estado de las Inicializaciones de los elementos del sistema: cada inicio de un microprocesador también se comunica a la memoria del PLC. c) Guarda los estados de las entradas y salidas en memoria: Le puedes indicar al PLC el estado que deseas que presenten las salidas o las variables internas, en el caso de que se produzca un fallo o una falta de energía en el equipo. Esta funcionalidad es esencial cuando se quieren proteger los datos de salida del proceso. d) Capacidad modular: Gracias a la utilización de Microprocesadores, puedes expandir los sistemas PLC usando módulos de expansión, en función de lo que te requiera el crecimiento de tu sistema. Puede expandirse a través de entradas y salidas digitales, análogas, etc., así como también con unidades remotas y de comunicación. 5 ¿Cómo se clasifican los PLC?Los PLC pueden clasificarse, en función de sus características en: 5.1 PLC Nano:Generalmente es un PLC de tipo compacto (es decir, que integra la fuente de alimentación, la CPU y las entradas y salidas) que puede manejar un conjunto reducido de entradas y salidas, generalmente en un número inferior a 100. Este PLC permite manejar entradas y salidas digitales y algunos módulos especiales. 5.2 PLC CompactoEstos PLC tienen incorporada la fuente de alimentación, su CPU y los módulos de entrada y salida en un solo módulo principal y permiten manejar desde unas pocas entradas y salidas hasta varios cientos (alrededor de 500 entradas y salidas), su tamaño es superior a los PLC tipo Nano y soportan una gran variedad de módulos especiales, tales como:
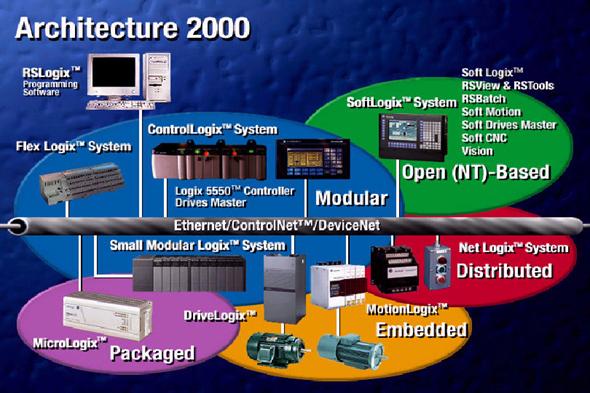
5.3 PLC Modular:Estos PLC se componen de un conjunto de elementos que conforman el controlador final. Estos son:
De estos tipos de PLC existen desde los denominados Micro-PLC que soportan gran cantidad de entradas y salida, hasta los PLC de grandes prestaciones que permiten manejar miles de entradas y salidas.
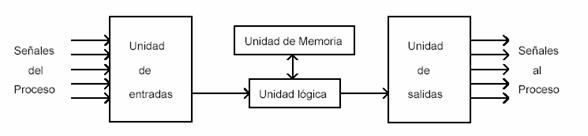
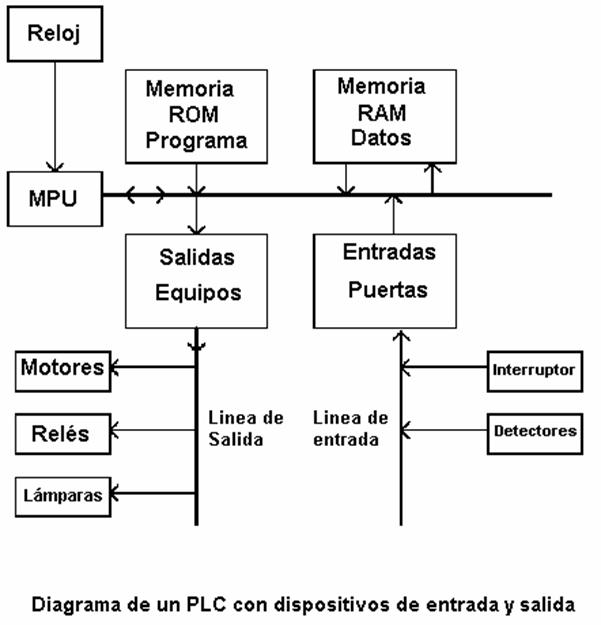
Las unidades funcionales y la administración de entradas-salidas1 ¿Cuáles son las unidades funcionales de un PLC?Un controlador lógico programable se compone de cuatro unidades funcionales:
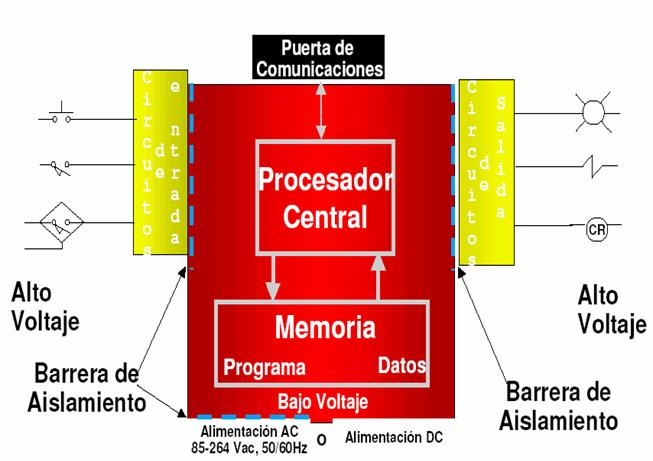
¿Qué pasa dentro del PLC?
En el diagrama que se muestra a continuación se puede observar la estructura interna de los PLC del cual vamos a describir cada una de las unidades funcionales mencionadas mas arriba:
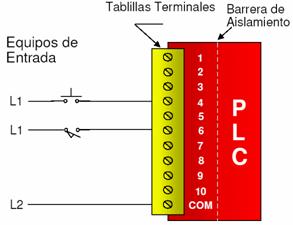
1.1 Unidad de EntradasLa unidad de entradas proporciona el aislamiento eléctrico necesario del entorno y adecua el voltaje de las señales eléctricas que recibe el PLC que provienen de los interruptores de los contactos. Las señales se ajustan a los niveles de voltaje que marca la Unidad Lógica.
A este módulo se unen eléctricamente los captadores (interruptores, finales de carrera, pulsadores,...).
Captadores activos Captadores pasivos Se pueden diferenciar dos tipos de captadores que se pueden conectar al módulo de entradas: Los Pasivos y los Activos. · Los Captadores Pasivos son aquellos que cambian su estado lógico, activado - no activado, por medio de una acción mecánica. Ejemplo de ellos son los Interruptores, pulsadores, finales de carrera, etc. · Los Captadores Activos son dispositivos electrónicos que necesitan de la alimentación por una tensión para variar su estado lógico. Este es el caso de los diferentes tipos de detectores (Inductivos, Capacitivos, Fotoeléctricos). Muchos de estos aparatos pueden ser alimentados por la propia fuente de alimentación del autómata. Todos los que conocen los circuitos de automatismos industriales realizados con contactores, saben que se pueden utilizar, como captadores, contactos eléctricamente abiertos o eléctricamente cerrados dependiendo de su función en el circuito (hablaremos de este tema un poco mas adelante). Como ejemplo podemos ver un simple arrancador paro / marcha. En él se distingue el contacto usado como pulsador de marcha que es normalmente abierto y el usado como pulsador de parada que es normalmente cerrado (Ver figura izquierda en la siguiente página) Sin embargo en circuitos automatizados por autómatas, los captadores son generalmente abiertos. El mismo arrancador paro / marcha realizado con un autómata (figura de la derecha en la página siguiente) contempla esta variedad. En él se ve que ambos pulsadores y el relé térmico auxiliar son abiertos.
1.2 Unidad de SalidasEsta unidad acepta las señales lógicas provenientes de la Unidad Lógica y proporciona el aislamiento eléctrico a los interruptoresde contactos que se conectan con el entorno. Las unidades de entrada / salida del PLC son funcionalmente iguales a los bancos de relés, que se empleaban en los antiguos controladores lógicos de tipo tambor. La diferencia radica en que las unidades de entrada / salida de los PLC son de estado sólido. La eliminación de contactos mecánicos se traduce en una mayor velocidad de operación y mayor tiempo entre averías (MTBF).
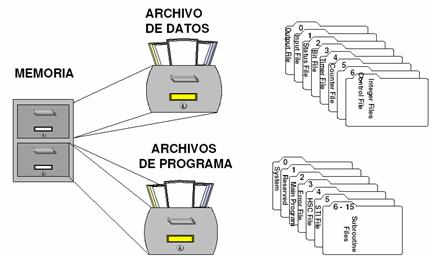
1.3 Unidad LógicaEl corazón de un PLC es la unidad lógica, la cual se basa en un microprocesador. Esta unidad ejecuta las instrucciones programadas en la memoria, para desarrollar los esquemas de control lógico que se han diseñado previamente. Algunos equipos antiguos contienen en la unidad lógica elementos discretos, como por ejemplo: Compuertas NAND, NOR, FLIPFLOP, CONTADORES, etc. Este tipo de controladores son de HARDWARE (físicos), mientras que aquellos que utilizan memorias se llaman de SOFTWARE (lógicos). 1.4 MemoriaLa memoria almacena el código de mensajes o instrucciones que tiene que ejecutar la unidad lógica del PLC. Las memorias se pueden clasificar en PROM o ROM y RAM. Memoria ROM: Es la memoria de sólo lectura (Read only Memory). Es un tipo de memoria no volátil, que puede ser leída pero no escrita, es decir, está pregrabada. Se utiliza para almacenar los programas permanentes que coordinan y administran los recursos del equipo y los datos necesarios para ejecutar la operación de un sistema basado en microprocesadores. Esta memoria se mantiene aunque se apague el aparato. Memoria RAM: Es una memoria de acceso aleatorio (Random Access Memory). Esta memoria es volátil y puede ser leída y escrita según se desarrolle la aplicación. Durante la ejecución del proceso se puede acceder en cualquier momento a cualquier posición de la memoria. Por medio de estas memorias se puede utilizar un PLC en procesos diferentes, sin necesidad de readecuar o transformar el equipo; sólo se debe modificar el programa que está cargado. Para el control de un proceso ejecutado por lotes (batch), se pueden almacenar varias instrucciones en la memoria y acceder exactamente a aquélla que interesa. Esta memoria guarda los programas de la aplicación que se pueden modificar. Además la memoria se protege con baterías, para no perder la información cuando se den cortes de fluido eléctrico. El sistema opera a través de la interacción con el procesador (la unidad lógica) y la Memoria. Cuando se enciende el equipo, el procesador lee la primera palabra de código (instrucción) almacenada en memoria y la ejecuta. Una vez que termina de ejecutar la instrucción leída, busca en memoria la siguiente instrucción y así sucesivamente hasta que se completa la tarea. Esta operación se llama ciclo de búsqueda-ejecución (FETCHEXECUTE CYCLE).
1.5 Interfaces de Estado SólidoLa función de los módulos de entrada y salida, que ya hemos descrito, es conectar el PLC con el mundo exterior de los motores, interruptoreslímites, alumbrados, y dispositivos de medición que están presentes en el entorno que queremos controlar y hacer funcionar. Estos módulos se construyen a través de elementos de estado sólido. Las primeras aplicaciones que se realizaron con dispositivos para el control de partida de equipos de potencia se remontan a principios de la década de 1950, cuando se utilizaban diodos y transistores. Sin embargo, en la práctica, las aplicaciones productivas comenzaron en 1957, con la aparición del primer rectificador controlado de silicio (SCR). Los componentes de estado sólido empleados en las aplicaciones de control industrial han reemplazando a los relés mecánicos en muchas de las funciones que éstos llevaban a cabo. Los dispositivos de estado sólido presentan muchas ventajas con respecto a los relés, tales como, alta velocidad de operación, pequeño tamaño y bajo consumo de potencia. Sin embargo, son eléctricamente menos robustos y más sensibles a las temperaturas elevadas y a la interferencia electromagnética (EMI), es decir, mas susceptibles a fallos. 1.5.1 Rectificador controlado de silicio SCR
El rectificador controlado de silicio (SCR), llamado también tiristor, se utiliza como un interruptor electrónico que deja pasar corriente en un solo sentido. El SCR, al recibir un impulso por la compuerta, deja pasar corriente sólo en el sentido ánodo → cátodo, comportándose de forma similar a un diodo. Para que se inicie la conducción de un SCR debe darse que: 1) El ánodo sea positivo respecto al cátodo. 2) Se dé un impulso positivo entre la compuerta y el cátodo. El SCR permanecerá en el modo de conducción mientras el valor de la corriente esté por encima del valor crítico mínimo y se mantenga la diferencia de potencia positiva del ánodo con respecto al cátodo. El SCR también entrará en conducción si la tensión entre el ánodo y el cátodo sobrepasa los límites específicos del SCR (conducción por avalancha). Generalmente, se emplea el SCR en circuitos de corriente alterna (AC). Mediante un impulso de control en la compuerta, que debe aplicarse durante el medio ciclo positivo, el SCR entra en conducción. Existen diversos circuitos electrónicos utilizados para enviar los impulsos correspondientes a la compuerta del SCR. Algunos de ellos emplean microprocesadores, circuitos temporizadores, sensores de fase, UJT, etc.
1.5.2 El TRIAC
El TRIAC se utiliza como un interruptor electrónico que deja pasar corriente en ambos sentidos. Su construcción es la de dos SCR conectados en anti-paralelo. El TRIAC tiene un amplio campo de uso en los arranques de motores de corriente alterna (AC), ya que puede conducir en ambos semiciclos de voltaje alterno. En comparación con los relés, el TRIAC resulta ser más sensible a la tensión aplicada, a la corriente y a la disipación interna de potencia. Una mala operación pude dañar el dispositivo para siempre.
1.6 Efectos del ruidoSe define el ruido como toda señal eléctrica indeseada, que puede entrar al equipo por diferentes vías. El ruido abarca el espectro completo de frecuencia y no presenta una forma de onda determinada. El ruido eléctrico puede ocasionarle serios problemas de funcionamiento a los equipos de estado sólido, a causa de los bajos niveles de señal con las que éstos funcionan.
El ruido puede corresponder a alguno de los tres tipos básicos que se indican:
Algunas medidas que deben tenerse en cuenta para reducir el acoplamiento del ruido eléctrico son:
El empleo de filtros adecuados permitirá eliminar el ruido indeseado de la señal. 1.7 Consideraciones especialesLos componentes de estado sólido son muy fiables cuando se utilizan en los rangos y condiciones de operación adecuados. La vida media de un TRIAC puede ser, por ejemplo, de 450.000 horas o 50 años, considerando condiciones de operación típicas. Sin embargo, puede fallar de forma aleatoria, incluso si se emplea dentro de los rangos de operación de diseño. No es posible predecir cuándo va a fallar un componente de estado sólido cualquiera, como en el caso de los relés mecánicos, en los que observando su comportamiento se puede conocer el estado operacional y la vida media esperable del aparato. Los controladores lógicos programables tienen en cuenta las limitaciones y ventajas de los elementos de estado sólido que emplean, de modo que se pueden minimizar los efectos del ruido. Generalmente, los PLC emplean rutinas de autodiagnóstico y verifican constantemente el funcionamiento correcto de los dispositivos de entrada y salida. 2 Administración de entradas y salidas de un PLC2.1 Bases del montaje
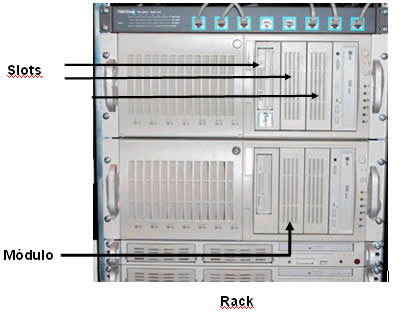
El montaje de los diversos módulos del PLC se realiza en slots o espacios preparados ubicados en racks o armarios. Los módulos básicos de un PLC son:
Dependiendo del modelo y la marca, existen en el mercado racks de diversos tamaños, que pueden contener por ejemplo 4, 6, 8, 12, 14 y 16 slots. Según la aplicación y los equipos a montar, se debe escoger el tamaño adecuado de rack. En todo caso, siempre es posible instalar un módulo de ampliación, que permite la conexión de un rack adicional. Otros módulos existentes son:
2.2 Módulos de comunicacionesLos módulos de comunicaciones permiten la conexión del PLC a otros sistemas de información, tales como computadores y otros PLC. Existen por ejemplo redes tipo Data Highway (Conjunto de dispositivos electrónicos - PCs, servidores, módems, routers - y elementos de comunicación - redes telefónicas, fibras ópticas, satélites - que permiten a empresas y particulares el acceso a grandes cantidades de información) para establecer una red de PLC conectados a un computador Host, utilizada comúnmente en sistemas de control distribuido.
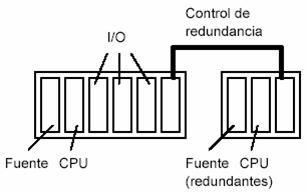
2.3 Módulos de control de redundanciaSon utilizados para asegurar la operación de un módulo redundante en caso de fallos (el módulo redundante es aquel que se emplea por duplicado para garantizar que el sistema no se cae aunque falle alguno de los subsistemas que lo atienden). Generalmente se utiliza redundancia para el módulo de fuente de alimentación y la CPU.
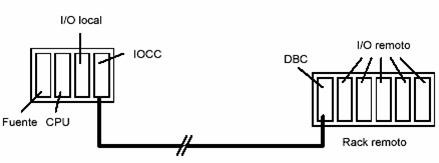
2.4 Módulos para conexión de racks remotosEn muchas aplicaciones los sensores y los actuadores están localizados a gran distancia del PLC. En estos casos se utilizan los racks remotos, que se conectan por medio de un cable al rack central del PLC. De este modo se consiguen distancias de hasta 300 metros.
Para establecer esta comunicación se utiliza un módulo denominado canal controlador de entradas y salidas (IOCC) en el rack local y otro llamado controlador de base (DBC) en el rack remoto, al que se le puede conectar otro rack remoto, estableciéndose así una arquitectura distribuida con distintos niveles de jerarquía 2.5 Módulos de interfaz hombre-máquinaSe utilizan para establecer la comunicación entre el PLC y el usuario. En la mayoría de los casos se emplea con este fin, un computador PC conectado serialmente, desde el cual se puede programar el PLC y ver los estados de los registros internos y los puntos de entrada/salida. En otros casos se usa un Hand held monitor, que es un dispositivo pequeño con teclas funcionales y pantalla de caracteres.
2.6 Módulos de almacenamiento de información
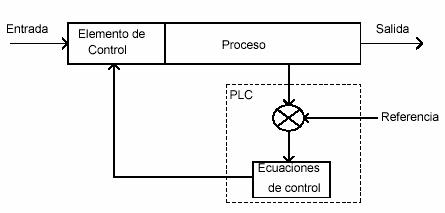
Por lo general se utilizan medios de almacenamiento magnéticos tales como cintas y discos, en los que se puede guardar información de los valores de los puntos de entrada y salida y registros internos. 2.7 Módulos controladores PIDSe utilizan en el control de procesos, en el que se pretende conseguir que una variable de salida de un proceso sea igual a una variable de referencia.
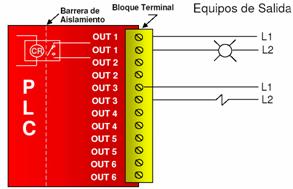
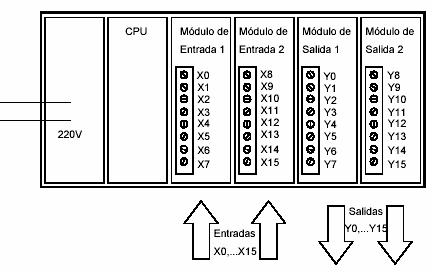
2.8 Puntos de entrada y salidaLos puntos de entrada y salida del PLC son las entradas y salidas físicas que éste puede manejar. Cada punto tiene su representación interna en la memoria del PLC, en la que se utilizan números para identificarlos. Por lo general los módulos de entrada y salida vienen configurados en grupos de 8 puntos y pueden llegar hasta 1024, ampliables a más. Los puntos de entrada son designados como X0, X1, X2, X3..., mientras que los puntos de salida se identifican como Y0, Y1, Y2, Y3... En el gráfico que verás a continuación se muestra una configuración básica de un PLC de 16 entradas y 16 salidas:
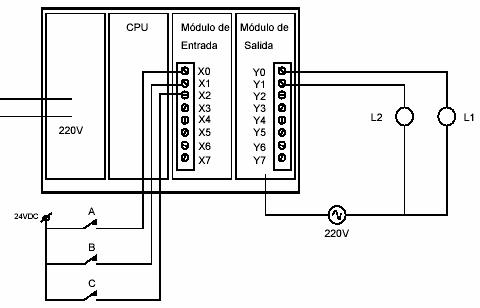
Al diseñar el programa se debe hacer referencia a las variables de entrada y salida que identifican los puntos del PLC. 2.8.1 EjemploEn el ejemplo gráfico que verás en la página siguiente se desea encender una lámpara L1 cuando se conecte el interruptor A o el interruptor B y encender una lámpara L2 cuando L1 esté apagada y el interruptor C esté conectado.
La asignación de entradas y salidas se efectúa por medio del dispositivo de programación del PLC. Por lo general se utiliza un PC con interfaz gráfica que permita visualizar el diagrama escalera RLL (Relay Ladder Logic), del cual hablaremos mas adelante. 2.9 Registro imagenEs un área de memoria del PLC reservada para mantener el estado de todas las entradas y salidas. Este registro se actualiza en forma permanente. Existen diversos registros: 2.9.1 Registro imagen discretoCorresponde a localizaciones de bits, donde se almacena el estado de todas las entradas / salidas digitales. 2.9.2 Registro imagen de relé controlSon localizaciones de memoria de bits donde se guarda el estado de los relés control. 2.9.3 Registro imagen de palabraConsiste en localizaciones de memoria, donde se registra el valor de cada palabra de entrada y salida. En la programación de un PLC se utiliza también registros internos, que son de gran ayuda para almacenar datos intermedios. Estos registros son designados comúnmente como C0, C1, C2, ...
|


 Los técnicos encargados en el mantenimiento de los PLC están acostumbrados este lenguaje.
Los técnicos encargados en el mantenimiento de los PLC están acostumbrados este lenguaje.












 Hacia 1970 surgieron los sistemas lógicos digitales construidos mediante circuitos integrados, aunque eran productos diseñados para una aplicación específica y no eran controladores genéricos. ¡Un paso es un paso!
Hacia 1970 surgieron los sistemas lógicos digitales construidos mediante circuitos integrados, aunque eran productos diseñados para una aplicación específica y no eran controladores genéricos. ¡Un paso es un paso!